Surface finishing bottlenecks often cause unpredictable cycle times across manufacturing facilities. They also produce inconsistent roughness average (Ra) values on completed components. These costly delays inflate manual labor expenses. They drastically slow down your daily production lines. Manual deburring relies heavily on subjective human judgment. This heavy reliance creates major quality variations from part to part. You need a highly reliable method. It must guarantee uniform quality across thousands of machined components every shift.
Implementing a mechanical process replaces this subjective guesswork entirely. You gain a repeatable, verifiable, and scalable solution. We will break down how to properly control critical process variables. You will learn to select the right equipment architecture for your specific factory. We also cover mitigating implementation risks effectively. You will gain actionable steps to achieve predictable surface refinement every single time.
Key Takeaways
Achieving target surface finish requires balancing four independent variables: machine dynamics, media type, chemical compounds, and part-to-media ratios.
Vibratory finishing generally offers faster cycle times and handles fragile parts better than traditional barrel tumbling.
Equipment selection (bowl vs. tub architecture) should be dictated by part geometry, volume requirements, and planned automation phases.
Understanding the Mechanics of Vibratory Finishing
The Kinematic Process
The core process relies entirely on a motor-driven eccentric weight system. This motor attaches directly to the processing chamber. As the motor spins, the uneven weights generate an aggressive vibration. This vibration creates a three-dimensional toroidal motion. We often describe this as a continuous corkscrew effect. The entire load of media and parts moves in a circular, rolling path. It constantly rolls and shears against itself. This dynamic motion ensures every single surface receives equal abrasive contact.
Friction vs. Impact
You must understand the distinct difference between friction and impact forces. Standard tumbling barrels rely on harsh physical impacts. Parts lift up and drop repeatedly from a height inside a spinning barrel. Conversely, the vibratory finishing process maintains continuous, gentle contact. It relies on high-frequency shearing friction instead of aggressive dropping. The abrasive media acts as a fluid cushion around the components. This continuous rubbing action refines the surface safely. It heavily protects delicate part geometries from bending or cracking.
Predictable Outcomes
You should frame this process strictly as an engineered system. You can mathematically predict surface roughness reductions. Specific machine frequencies and vibration amplitudes yield highly consistent results. You remove subjective human guesswork completely from your operation. Once you establish the correct recipe, the machine repeats it flawlessly. Operators simply load the parts and start the cycle. The equipment delivers the exact same Ra value on the thousandth part as it did on the first.
Vibratory Finishing vs. Tumbling: Which Fits Your Production?
Decision Criteria: Part Fragility & Geometry
Choosing the correct processing method determines your final product quality. Tumbling works best for aggressive radiusing. You should use it primarily on durable, simple, and solid components. The heavy impacts can easily bend thin walls. Vibratory methods provide a much safer alternative. They excel at processing complex geometries and highly fragile components. The media fluidly navigates deep recesses. This makes it ideal for CNC machined aluminum parts or delicate powder metallurgy items.
Process Feature
Barrel Tumbling
Vibratory Finishing
Core Motion Mechanism
Rotary barrel lifting and dropping
3D toroidal corkscrew action
Primary Physical Action
High energy impact
Continuous high-frequency friction
Ideal Component Types
Durable, solid, simple shapes
Fragile, complex, intricate geometries
Penetration of Recesses
Poor to minimal penetration
Excellent penetration of blind holes
Risk of Part Damage
High risk for thin walls
Very low risk due to media cushioning
Cycle Time & Efficiency
Speed heavily impacts your daily throughput goals. The corkscrew action applies continuous cutting pressure. Because the parts never leave the abrasive mass, the work never stops. Therefore, a vibratory finishing machine typically operates 50% to 75% faster than conventional barrel tumbling. Shorter cycle times allow you to process more batches per shift. This efficiency drastically reduces your manufacturing lead times.
In-Process Inspection
Quality control requires frequent part checking. Barrel tumblers require operators to stop the rotation completely. You must open heavy watertight doors to extract a sample. This downtime adds up quickly over multiple batches. Vibratory equipment offers a major operational advantage. The bowl remains open at the top. You can safely reach in and extract a part while the machine runs. You inspect the surface finish immediately. If it needs more time, you drop it back in without interrupting the cycle.
4 Variables to Optimize in Your Vibratory Finishing Machine
You must carefully balance several distinct inputs to achieve optimal results. Treating these variables as an integrated recipe guarantees success.
Media Selection (The Cutting Tool): You must match your abrasive media density to the specific alloy hardness. Ceramic media provides heavy cutting power for steel and titanium. Plastic media weighs less and suits softer aluminum parts perfectly. Steel media does not cut at all; it burnishes parts to a high luster. Shape also plays a critical role. Emphasize selecting media shapes like triangles, cones, or angle-cut cylinders. They must easily pass through your part cavities without lodging tightly inside.
Compound Chemistry (The Catalyst): Liquid chemical compounds act as the vital catalyst. They suspend fine metallic particulate constantly. This suspension prevents the abrasive media from glazing over and losing its cutting edge. Compounds also provide crucial lubrication levels. This lubricity controls the aggressive cut rates. Furthermore, specific chemical additives provide excellent short-term corrosion inhibition for raw steel components.
Water Flow Management: Many novice operators mistakenly assume more water works better. You must address this common misconception immediately. Excessive water creates a hydraulic cushion. This cushion drastically slows down the mechanical cutting action. Explain how optimal flow rates work instead. A steady drip flushes away suspended soils effectively. However, it does not wash away the necessary compound lubricity required for the process.
Part-to-Media Ratio: Establishing the correct volume ratio determines your batch safety. Industry baselines typically sit between 1:3 and 1:6 by volume. You use three parts media to every one part workpiece. This strict volume isolation prevents dangerous part-on-part impingement. It ensures uniform media contact across every single surface. Highly delicate aerospace components might require an even safer 1:8 ratio.
Choosing the Right Equipment Architecture for Scalability
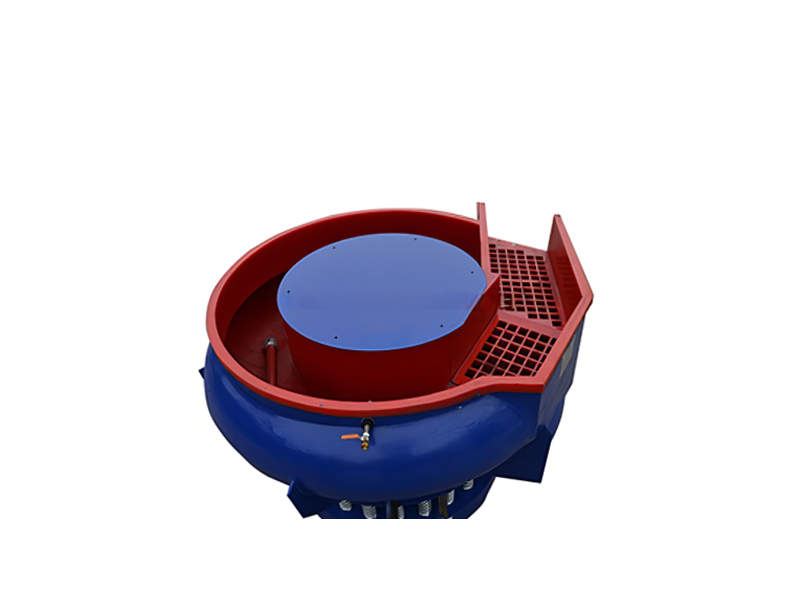
Vibratory Bowl Finishers
Bowl units represent the most common equipment style in the industry. They feature a round, donut-shaped processing chamber. They work exceptionally well for standard batch processing. You can easily integrate them into modern automation-ready setups. Most bowls include built-in internal screening decks. A polyurethane flap drops down at the cycle end. The parts climb a spiral ramp and slide over a separation screen. The smaller media falls back into the bowl automatically. The finished parts exit the machine safely.
Vibratory Tub (Trough) Finishers
Tub machines utilize a long, rectangular footprint instead of a circular one. They feature a U-shaped processing channel. They excel at processing long, heavy, or awkwardly shaped extrusions. You might use them for aerospace wing spars or architectural aluminum window frames. These oversized shapes simply cannot navigate a standard bowl's tight curvature. You can also install polyurethane dividers inside the tub. This completely isolates expensive parts from touching one another during the cycle.
Continuous / Through-Feed Systems
These advanced systems look like elongated tubes or massive U-shaped channels. They fit perfectly into high-volume, high-velocity manufacturing environments. You integrate them directly inline with your primary production equipment. Stamping facilities and heavy fastener production lines benefit immensely from this architecture. Raw parts enter one end of the machine continuously. They travel slowly down the length of the processing chamber. Perfectly finished parts exit the opposite end twenty minutes later. This eliminates standard batch loading entirely.
Implementation Realities: Compliance, Maintenance, and ROI
Environmental & Compliance Risks
You must address the stark reality of industrial wastewater generation. Every wet finishing process creates an effluent stream. This water contains chemical soaps, heavy metal fines, and abrasive dust. You cannot simply dump this directly into your municipal drain. You must discuss the absolute necessity of effluent treatment systems. Your facility will require settling tanks or high-speed centrifuges. These systems separate the solid waste from the liquid. They ensure you consistently meet all local environmental discharge regulations safely.
Acoustic Management
Industrial vibratory machines generate significant mechanical noise. The heavy friction of ceramic stones creates high decibel levels. You cannot ignore acoustic safety in your factory. You must require acoustic enclosures or specialized sound-deadening covers. A heavy-duty noise cover easily drops the operating volume by 15 to 20 decibels. This acoustic management keeps your facility fully compliant with strict OSHA factory exposure limits. It heavily protects your operators from long-term hearing fatigue.
Maintenance & Wear Tracking
The internal processing chamber relies on a thick polyurethane lining. This lining acts as a critical shock absorber between the media and the steel shell. You must set clear expectations around this lining's degradation. It wears down slowly over thousands of hours. You must schedule routine thickness inspections. Additionally, you must implement routine media measurement protocols. Abrasive stones shrink as they work. Undersized media alters the process dynamics entirely. This directly causes severe process drift and dangerous lodging risks.
Proving the Concept
You should never buy capital equipment blindly. We highly recommend requiring suppliers to perform sample processing beforehand. Send them a large batch of your raw, unmachined parts. Force them to conduct empirical testing in their own lab. They must perfectly validate the exact media recipes and required cycle times. They should return the finished samples alongside a detailed engineering report. This tangible proof guarantees the machine will handle your exact geometric challenges successfully.
Conclusion
Achieving your target surface finish requires deliberate engineering. Purchasing a reliable vibratory finishing machine is never a simple plug-and-play scenario. It represents a highly integrated recipe combining precise machine dynamics, specific media shapes, and optimal chemistry. You must evaluate every variable carefully to succeed.
We advise buyers to prioritize proven machine manufacturers carefully. Look for partners who offer transparent pre-sale sample testing in their own labs. Avoid vendors who compete solely on the lowest upfront machine cost. Expertise and repeatable chemistry formulations matter far more than initial hardware pricing.
Take immediate action on your production floor this week. Encourage your manufacturing engineers to audit their current manual finishing times strictly. Calculate the hidden labor hours lost to hand deburring. Then, request a formal benchmark test from a highly qualified machine vendor today.
FAQ
Q: How long does a typical vibratory finishing cycle take?
A: Cycles vary drastically based on starting condition, target Ra, and material hardness. They range from 15 minutes for light deburring to several hours for high-gloss polishing on hard alloys. Always conduct empirical testing to establish exact times.
Q: How often does finishing media need to be replaced?
A: Media attrition rates depend heavily on the composition. Ceramic wears noticeably faster than steel. Operators must monitor media size regularly. Undersized media alters process dynamics significantly and poses a severe lodging risk inside part cavities.
Q: Can a vibratory finishing machine process different materials in the same bowl?
A: While the machine mechanically can, we highly discourage it. Do not run different metals simultaneously or use the exact same media batch. You risk severe cross-contamination, galvanic corrosion, and unpredictable abrasive outcomes.
Q: What is the standard part-to-media ratio?
A: The standard industry baseline is usually three parts media to one part workpiece by volume. However, highly delicate parts may require ratios as high as 6:1 or 8:1 to ensure complete physical isolation and prevent impingement.