צווארי בקבוק בגימור פני השטח גורמים לרוב לזמני מחזור בלתי צפויים במתקני ייצור. הם גם מייצרים ערכי ממוצע חספוס (Ra) לא עקביים ברכיבים שהושלמו. עיכובים יקרים אלה מנפחים את הוצאות העבודה הידנית. הם מאטים באופן דרסטי את קווי הייצור היומיים שלך. פירוק ידני מסתמך במידה רבה על שיקול דעת אנושי סובייקטיבי. ההסתמכות הרבה הזו יוצרת וריאציות איכות גדולות מחלק לחלק. אתה צריך שיטה מאוד אמינה. זה חייב להבטיח איכות אחידה על פני אלפי רכיבים מעובדים בכל משמרת.
יישום תהליך מכני מחליף את הניחוש הסובייקטיבי הזה לחלוטין. אתה משיג פתרון שניתן לחזור עליו, לאימות וניתן להרחבה. נפרט כיצד לשלוט נכון במשתני תהליך קריטיים. תלמדו לבחור את ארכיטקטורת הציוד המתאימה למפעל הספציפי שלכם. אנו מכסים גם הפחתת סיכוני יישום ביעילות. אתה תזכה בצעדים מעשיים כדי להשיג עידון משטח צפוי כל פעם מחדש.
טייק אווי מפתח
השגת יעד גימור פני השטח דורשת איזון בין ארבעה משתנים בלתי תלויים: דינמיקת מכונה, סוג מדיה, תרכובות כימיות ויחסי חלק למדיה.
גימור רוטט בדרך כלל מציע זמני מחזור מהירים יותר ומטפל בחלקים שבירים בצורה טובה יותר מאשר נפילה מסורתית של חבית.
בחירת הציוד (ארכיטקטורת קערה לעומת גיגית) צריכה להיות מוכתבת על ידי גיאומטריית החלק, דרישות הנפח ושלבי האוטומציה המתוכננים.
הבנת המכניקה של גימור רטט
התהליך הקינמטי
תהליך הליבה מסתמך כולו על מערכת משקולות אקסצנטריות המונעות על ידי מנוע. מנוע זה מתחבר ישירות לתא העיבוד. כשהמנוע מסתובב, המשקולות הלא אחידות מייצרות רטט אגרסיבי. רטט זה יוצר תנועה טורואידלית תלת מימדית. לעתים קרובות אנו מתארים זאת כאפקט מחלץ פקקים מתמשך. כל מטען המדיה והחלקים נע במסלול מעגלי ומתגלגל. הוא כל הזמן מתגלגל וגוזר כנגד עצמו. תנועה דינמית זו מבטיחה שכל משטח בודד מקבל מגע שוחק שווה.
חיכוך מול השפעה
עליך להבין את ההבדל המובהק בין כוחות חיכוך ופגיעה. חביות נפילות סטנדרטיות מסתמכות על השפעות פיזיות קשות. חלקים מתרוממים ויורדים שוב ושוב מגובה בתוך חבית מסתובבת. לעומת זאת, ה תהליך גימור רטט שומר על מגע רציף ועדין. הוא מסתמך על חיכוך גזירה בתדר גבוה במקום נפילה אגרסיבית. המדיה השוחקת פועלת ככרית נוזלית סביב הרכיבים. פעולת שפשוף מתמשכת זו מחזקת את פני השטח בבטחה. זה מגן בכבדות על גיאומטריות חלקים עדינים מפני כיפוף או סדק.
תוצאות צפויות
אתה צריך למסגר תהליך זה בקפדנות כמערכת מהונדסת. אתה יכול לחזות מתמטית הפחתות חספוס פני השטח. תדרים ספציפיים של מכונה ואמפליטודות רטט מניבים תוצאות עקביות ביותר. אתה מסיר ניחושים אנושיים סובייקטיביים לחלוטין מהמבצע שלך. ברגע שאתה קובע את המתכון הנכון, המכונה חוזרת עליו ללא רבב. המפעילים פשוט מעמיסים את החלקים ומתחילים את המחזור. הציוד מספק את אותו ערך Ra בדיוק בחלק האלף כפי שעשה בחלק הראשון.
גימור רטט לעומת נפילה: מה מתאים להפקה שלך?
קריטריוני החלטה: שבירות חלק וגיאומטריה
בחירת שיטת העיבוד הנכונה קובעת את איכות המוצר הסופית שלך. נפילה עובדת בצורה הטובה ביותר לקרינה אגרסיבית. אתה צריך להשתמש בו בעיקר על רכיבים עמידים, פשוטים ומוצקים. ההשפעות הכבדות יכולות בקלות לכופף קירות דקים. שיטות רטט מספקות חלופה בטוחה הרבה יותר. הם מצטיינים בעיבוד גיאומטריות מורכבות ורכיבים שבירים ביותר. המדיה מנווטת בצורה זורמת לשקעים עמוקים. זה הופך אותו לאידיאלי עבור חלקי אלומיניום בעיבוד CNC או פריטי מתכות עדינים של אבקה.
תכונת תהליך
נפילת חבית
גימור רוטט
מנגנון תנועה ליבה
הרמה והורדה של חבית סיבובית
פעולת חולץ פקקים תלת מימדית
פעולה פיזית ראשונית
השפעה אנרגטית גבוהה
חיכוך מתמשך בתדר גבוה
סוגי רכיבים אידיאליים
עמידות, מוצקות, צורות פשוטות
גיאומטריות שבריריות, מורכבות, מורכבות
חדירת שקעים
חדירה ירודה עד מינימלית
חדירה מעולה של חורים עיוורים
סיכון של נזק לחלק
סיכון גבוה לקירות דקים
סיכון נמוך מאוד עקב ריפוד תקשורתי
זמן מחזור ויעילות
מהירות משפיעה מאוד על יעדי התפוקה היומי שלך. פעולת חולץ הפקקים מפעילה לחץ חיתוך מתמשך. מכיוון שהחלקים לעולם אינם עוזבים את המסה השוחקת, העבודה לעולם לא מפסיקה. לכן, א מכונת גימור רטט פועלת בדרך כלל 50% עד 75% מהר יותר מאשר נפילה רגילה של חבית. זמני מחזור קצרים יותר מאפשרים לך לעבד יותר אצוות בכל משמרת. יעילות זו מפחיתה באופן דרסטי את זמני האספקה שלך בייצור.
בדיקה תוך כדי תהליך
בקרת איכות דורשת בדיקת חלקים תכופים. כוסות חבית דורשות מהמפעילים לעצור את הסיבוב לחלוטין. עליך לפתוח דלתות אטומות למים כדי לחלץ דגימה. זמן השבתה זה מצטבר במהירות על פני מספר אצוות. ציוד רטט מציע יתרון תפעולי גדול. הקערה נשארת פתוחה בחלק העליון. אתה יכול להגיע בבטחה פנימה ולחלץ חלק בזמן שהמכונה פועלת. אתה בודק את גימור פני השטח מיד. אם הוא זקוק ליותר זמן, אתה מחזיר אותו פנימה מבלי להפריע למחזור.
4 משתנים למיטוב במכונת הגימור הרטט שלך
עליך לאזן בקפידה מספר כניסות נפרדות כדי להשיג תוצאות מיטביות. התייחסות למשתנים אלו כאל מתכון משולב מבטיח הצלחה.
בחירת מדיה (כלי החיתוך): עליך להתאים את צפיפות המדיה השוחקת שלך לקשיות הסגסוגת הספציפית. מדיה קרמית מספקת כוח חיתוך כבד לפלדה וטיטניום. מדיית פלסטיק שוקלת פחות ומתאימה בצורה מושלמת לחלקי אלומיניום רכים יותר. תקשורת פלדה אינה חותכת כלל; הוא מצחצח חלקים לברק גבוה. גם לצורה יש תפקיד קריטי. הדגש את בחירת צורות המדיה כמו משולשים, קונוסים או גלילים חתוכים בזווית. הם חייבים לעבור בקלות דרך חללי החלק שלך מבלי להתמקם בחוזקה בפנים.
כימיה של תרכובות (הזרז): תרכובות כימיות נוזליות פועלות כזרז החיוני. הם מרחפים חלקיקים מתכתיים עדינים ללא הרף. השעיה זו מונעת מהחומרים השוחקים לזגוג ולאבד את קצה החיתוך שלו. תרכובות מספקות גם רמות סיכה חיוניות. סיכה זו שולטת בקצבי החיתוך האגרסיביים. יתר על כן, תוספים כימיים ספציפיים מספקים עיכוב קורוזיה מצוין לטווח קצר עבור רכיבי פלדה גולמיים.
ניהול זרימת מים: מפעילים מתחילים רבים מניחים בטעות שיותר מים עובדים טוב יותר. עליך לטפל בתפיסה השגויה הנפוצה הזו מיד. עודף מים יוצר כרית הידראולית. כרית זו מאטה באופן דרסטי את פעולת החיתוך המכנית. הסבר כיצד פועלים קצבי זרימה אופטימליים במקום זאת. טפטוף קבוע מסלק קרקעות תלויות ביעילות. עם זאת, הוא אינו שוטף את הסיכה המורכבת הדרושה לתהליך.
יחס חלק למדיה: קביעת יחס הנפח הנכון קובע את בטיחות האצווה שלך. קווי הבסיס של התעשייה בדרך כלל נמצאים בין 1:3 ל-1:6 בנפח. אתה משתמש בשלושה חלקי מדיה לכל חלק אחד של חלק עבודה. בידוד נפח קפדני זה מונע התנגשות מסוכנת של חלק על חלק. זה מבטיח מגע מדיה אחיד על פני כל משטח בודד. רכיבי חלל עדינים במיוחד עשויים לדרוש יחס בטוח עוד יותר של 1:8.
בחירת ארכיטקטורת הציוד הנכונה עבור מדרגיות
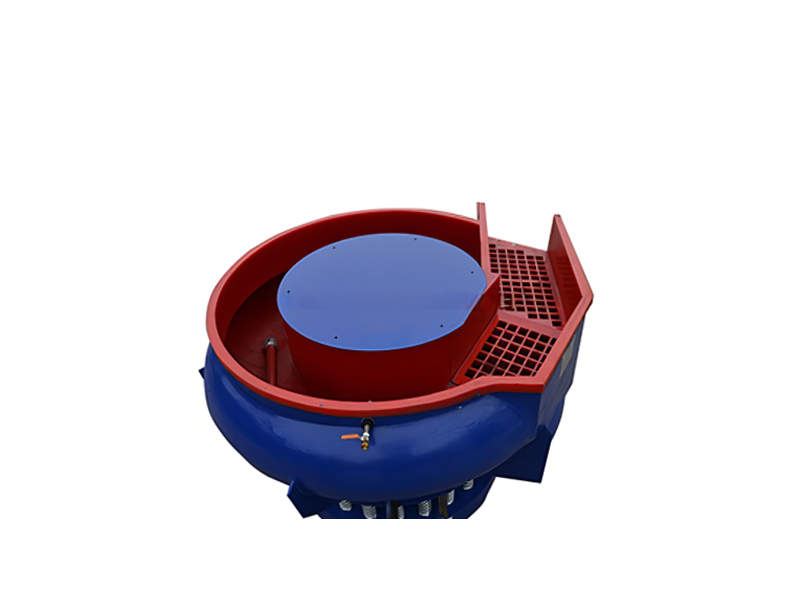
גימורי קערות רוטטות
יחידות קערות מייצגות את סגנון הציוד הנפוץ ביותר בתעשייה. הם כוללים תא עיבוד עגול בצורת סופגניה. הם עובדים בצורה יוצאת דופן עבור עיבוד אצווה סטנדרטי. אתה יכול לשלב אותם בקלות בהגדרות מודרניות המוכנות לאוטומציה. רוב הקערות כוללות חפיסות סינון פנימיות מובנות. דש פוליאוריטן נופל למטה בסוף המחזור. החלקים מטפסים על רמפה ספירלית וגולשים מעל מסך הפרדה. המדיה הקטנה יותר נופלת בחזרה לתוך הקערה באופן אוטומטי. החלקים המוגמרים יוצאים מהמכונה בבטחה.
גימורים לאמבט רוטט (שוקת).
מכונות אמבטיה משתמשות בטביעת רגל ארוכה ומלבנית במקום עגולה. הם כוללים ערוץ עיבוד בצורת U. הם מצטיינים בעיבוד שחול ארוך, כבד או בעל צורה מביכה. אתה יכול להשתמש בהם עבור כנפי תעופה וחלל או מסגרות חלונות אלומיניום אדריכליות. הצורות הגדולות האלה פשוט לא יכולות לנווט בקימור הדוק של קערה סטנדרטית. ניתן גם להתקין מחיצות פוליאוריטן בתוך האמבטיה. זה מבודד לחלוטין חלקים יקרים ממגע אחד בשני במהלך המחזור.
מערכות רציפות / דרך הזנה
מערכות מתקדמות אלו נראות כמו צינורות מוארכים או תעלות מסיביות בצורת U. הם מתאימים באופן מושלם לסביבות ייצור בנפח גבוה ובמהירות גבוהה. אתה משלב אותם ישירות עם ציוד הייצור העיקרי שלך. מתקני הטבעה וקווי ייצור מחברים כבדים נהנים מאוד מארכיטקטורה זו. חלקים גולמיים נכנסים לקצה אחד של המכונה ברציפות. הם נוסעים לאט לאורך תא העיבוד. חלקים בגימור מושלם יוצאים מהקצה הנגדי כעבור עשרים דקות. זה מבטל לחלוטין טעינת אצווה סטנדרטית.
מציאות יישום: תאימות, תחזוקה והחזר ROI
סיכוני סביבה ותאימות
עליך להתייחס למציאות הקשה של ייצור שפכים תעשייתיים. כל תהליך גימור רטוב יוצר זרם קולחים. מים אלה מכילים סבונים כימיים, עדינות מתכות כבדות ואבק שוחק. אתה לא יכול פשוט לזרוק את זה ישירות לניקוז העירוני שלך. עליך לדון בנחיצותן המוחלטת של מערכות לטיפול בשפכים. המתקן שלך ידרוש מיכלי שיקוע או צנטריפוגות מהירות. מערכות אלו מפרידות בין הפסולת המוצקה לנוזל. הם מבטיחים שאתה עומד בעקביות בכל תקנות הפריקה הסביבתיות המקומיות בבטחה.
ניהול אקוסטי
מכונות רטט תעשייתיות יוצרות רעש מכני משמעותי. החיכוך הכבד של אבני קרמיקה יוצר רמות דציבלים גבוהות. אתה לא יכול להתעלם מבטיחות אקוסטית במפעל שלך. עליך לדרוש מארזים אקוסטיים או כיסויים מיוחדים לשיכוך רעש. כיסוי רעש כבד מוריד בקלות את עוצמת ההפעלה ב-15 עד 20 דציבלים. ניהול אקוסטי זה שומר על המתקן שלך תואם באופן מלא למגבלות החשיפה המחמירות של מפעל OSHA. זה מגן מאוד על המפעילים שלך מפני עייפות שמיעה לטווח ארוך.
תחזוקה ומעקב בלאי
תא העיבוד הפנימי מסתמך על רירית פוליאוריטן עבה. בטנה זו פועלת כבולם זעזועים קריטי בין המדיה למעטפת הפלדה. עליך להגדיר ציפיות ברורות סביב השפלה של הבטנה הזו. זה מתבלה לאט במשך אלפי שעות. עליך לתזמן בדיקות עובי שגרתיות. בנוסף, עליך ליישם פרוטוקולי מדידת מדיה שגרתיים. אבנים שוחקות מתכווצות תוך כדי עבודה. מדיה בגודל נמוך משנה את דינמיקת התהליך לחלוטין. זה גורם ישירות לסחף תהליכים חמור ולסיכוני לינה מסוכנים.
מוכיח את הקונספט
לעולם אל תקנה ציוד הון בצורה עיוורת. אנו ממליצים בחום לדרוש מהספקים לבצע עיבוד מדגם לפני כן. שלח להם אצווה גדולה של החלקים הגולמיים והלא מעובדים שלך. הכריח אותם לבצע בדיקות אמפיריות במעבדה שלהם. הם חייבים לאמת בצורה מושלמת את מתכוני המדיה המדויקים וזמני המחזור הנדרשים. עליהם להחזיר את הדגימות המוגמרות לצד דוח הנדסי מפורט. הוכחה מוחשית זו מבטיחה שהמכונה תתמודד בהצלחה עם האתגרים הגיאומטריים המדויקים שלך.
מַסְקָנָה
השגת גימור משטח היעד שלך דורשת הנדסה מכוונת. רכישת אמין מכונת גימור רטט היא אף פעם לא תרחיש פשוט של הכנס והפעל. הוא מייצג מתכון משולב מאוד המשלב דינמיקה מדויקת של המכונה, צורות מדיה ספציפיות וכימיה אופטימלית. עליך להעריך כל משתנה בקפידה כדי להצליח.
אנו ממליצים לקונים לתעדף יצרני מכונות מוכחים בקפידה. חפש שותפים שמציעים בדיקות דגימות שקיפות לפני המכירה במעבדות שלהם. הימנע מספקים שמתחרים אך ורק על עלות המכונה הנמוכה ביותר מראש. מומחיות וניסוחי כימיה שניתן לחזור עליהם חשובים הרבה יותר מתמחור חומרה ראשוני.
בצע פעולה מיידית ברצפת הייצור שלך השבוע. עודדו את מהנדסי הייצור שלכם לבדוק בקפדנות את זמני הגימור הידניים הנוכחיים שלהם. חשב את שעות העבודה הנסתרות שאבדו כתוצאה משחרור ידיים. לאחר מכן, בקש עוד היום מבחן בנצ'מרק רשמי מספק מכונות מוסמך.
שאלות נפוצות
ש: כמה זמן לוקח מחזור גימור רטט טיפוסי?
ת: המחזורים משתנים באופן דרסטי על סמך מצב ההתחלה, יעד Ra וקשיות החומר. הם נעים בין 15 דקות לשחרור קל ועד למספר שעות לליטוש מבריק על סגסוגות קשות. בצע תמיד בדיקות אמפיריות כדי לקבוע זמנים מדויקים.
ש: באיזו תדירות יש להחליף את מדיית הגימור?
ת: שיעורי השחיקה של המדיה תלויים במידה רבה בהרכב. קרמיקה נשחקת מהר יותר מפלדה. על המפעילים לפקח על גודל המדיה באופן קבוע. מדיה בגודל נמוך משנה את דינמיקת התהליך באופן משמעותי ומהווה סיכון לינה חמור בתוך חללי חלק.
ש: האם מכונת גימור רטט יכולה לעבד חומרים שונים באותה קערה?
ת: בעוד שהמכונה יכולה מבחינה מכנית, אנו מאוד לא מעודדים אותה. אין להפעיל מתכות שונות בו זמנית או להשתמש באותה אצווה מדיה בדיוק. אתה מסתכן בזיהום צולב חמור, קורוזיה גלוונית ותוצאות שוחקות בלתי צפויות.
ש: מהו היחס הסטנדרטי בין חלק למדיה?
ת: קו הבסיס הסטנדרטי של התעשייה הוא בדרך כלל שלושה חלקי מדיה לחלק אחד של חומר עבודה לפי נפח. עם זאת, חלקים עדינים מאוד עשויים לדרוש יחסים גבוהים כמו 6:1 או 8:1 כדי להבטיח בידוד פיזי מוחלט ולמנוע פגיעה.