強くて耐久性のある表面粉体塗装装置の設置操作:
1. 取り付ける前に、取り付け位置が平らで安定していることを確認してください。
2. 設置ビデオまたは図面に従って、機器を正しく設置してください。
3. 装置の電源、エア供給が正常か確認してください。
4. パウダーボックスを振動板の上に置きます。
5.換気を設定する
6. スプレーパラメータを設定する
→ 「ON」ボタンを使用してスプレーガンコントローラーをオンにします。
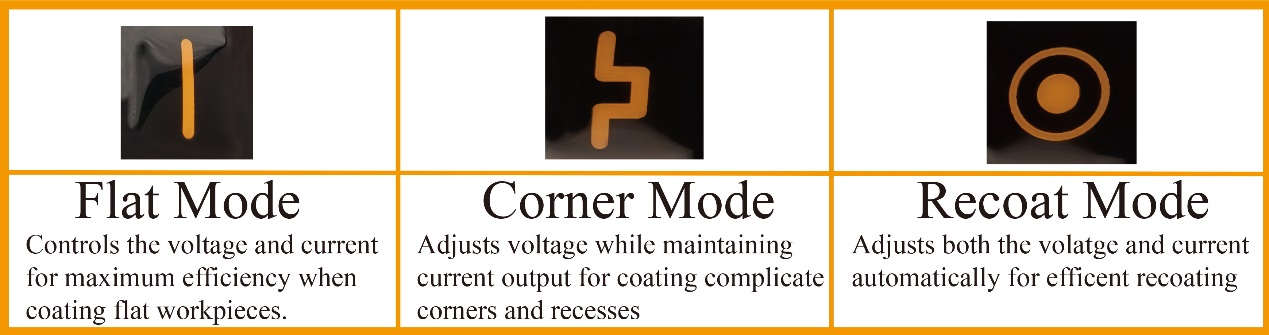
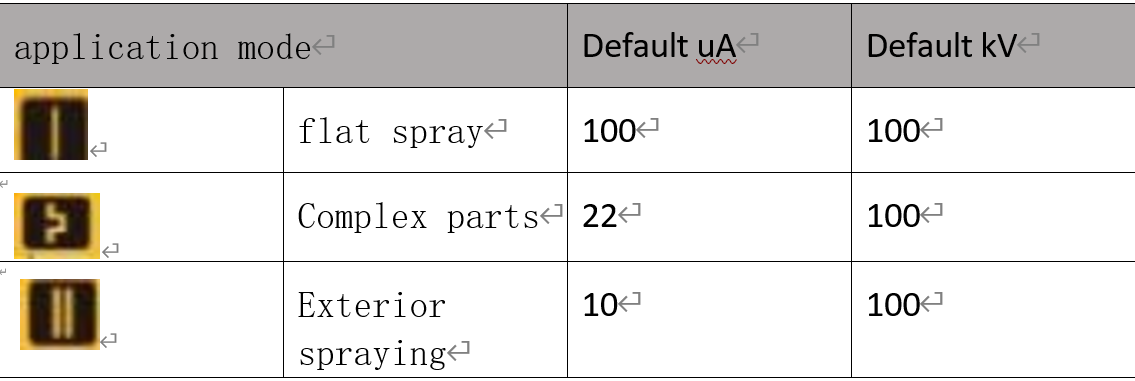
→ スプレーするワークを選択してください
![]()
![]()
7. 総空気量、粉末出力、および電極洗浄空気流の空気値を個別に定義し、プログラムに保存できます。
→「ON」ボタンを使用してスプレーガンコントローラーをオンにします。
→ を押してください。
プログラムキーを押して希望のプログラムを選択します(01-20)
必要に応じてスプレーパラメータを変更します。プログラム 01 ~ 20 は工場で事前に設定されていますが、いつでも変更でき、自動的に保存されます。
粉体出力 |
60% |
総風量 |
4.0Nm3/h |
高電圧 |
80kV |
噴霧電流 |
20μA |
流動空気 |
1.0Nm3/h(F型装置に適用) 0.1Nm3/h(タイプB装置、タイプS装置に適用) |
8. パウダー出力とパウダーミストを設定します:
工場出荷時は粉体率50%、総風量4Nm3/hを推奨します。スプレーガンコントローラでは実行できない値が入力された場合、該当する表示画面の点滅と一時的なエラーメッセージによってオペレータに状況を知らせることができます。
9.総風量を設定します:
→スプレーガンコントローラーの総風量を② /③キーで調整します(製品構造図参照)
![]()
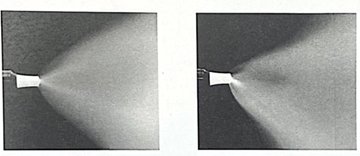
正しい粉雲 総空気量が少なすぎる
→パウダーボックス内のパウダーの空気の流れを確認する
→スプレーガンを粉体ブースに向け、スプレーガンの電源を入れ、粉体の出力を目視検査します。
10. 電動レベルのエアブローを設定する
→ ![]() ボタンを押すと、第 2 階層の表示ページが表示されます。
ボタンを押すと、第 2 階層の表示ページが表示されます。
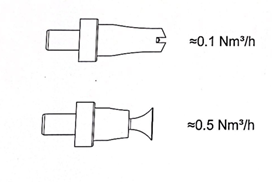
→アプリケーションのノズルに応じて、適切な電気ブローエア流量を調整してください。
![]()
![]()
→この表示ページで3秒間操作がないと、単独で第1階層の表示ページに切り替わります。
11. ストリーミングを設定する
流動化は手動ユニットで調整できます。
粉体の流動化は粉体の種類、空気湿度、周囲温度によって異なります。流動化または振動はコントローラーを介して開始されます。
→ ![]() ボタンを押すと、第 2 階層の表示ページが表示されます。
ボタンを押すと、第 2 階層の表示ページが表示されます。
→ボタン④・⑤で流動エアを調整します。
→この表示ページで 3 秒間何も操作しないと、1 段目の表示ページに戻ります。
→粉は軽く触るだけですが、「沸騰」していることを確認して棒でかき混ぜてください。
12. 走るのをやめる
→スプレープロセスを終了し、コントローラーの電源を切ります(高電圧、粉体出力、電極洗浄風量の調整値を保存します)。
→電源を切り、ガン、エミッター、パウダーホースを掃除してください。
→圧縮空気の電源を切ります。

























 ボタンを押すと、第 2 階層の表示ページが表示されます。
ボタンを押すと、第 2 階層の表示ページが表示されます。